Sublimation Knit — Vibrant Full-Color Custom Sweaters
CENWILD manufactures sublimation knit knitwear with edge-to-edge, photographic-quality prints on polyester blanks. OEM/ODM service, 28+ years experience, MOQ from 100 pieces.
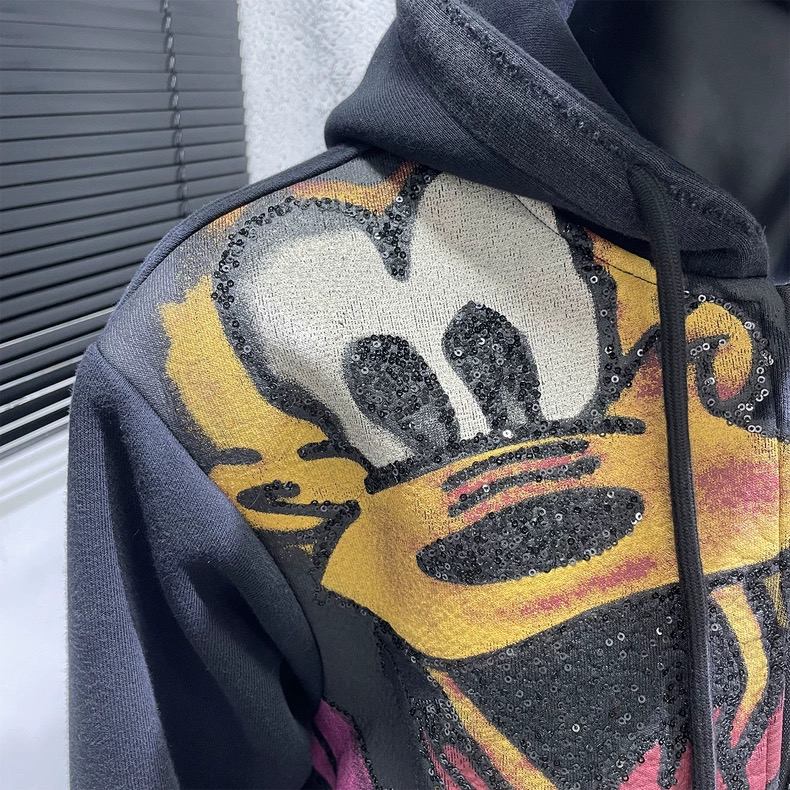
Sublimation Knit Sample Gallery

What Makes Sublimation Knit Distinctive
Unlimited Full-Color Design Freedom
Sublimation printing delivers photographic-quality prints with no color limits, gradients, or complex artwork restrictions — ideal for bold, creative collections.
Soft Hand-Feel Without Texture
Dye infuses directly into polyester fibers, leaving no raised surface layer. Garments stay breathable, lightweight, and comfortable.
Exceptional Wash Durability
Colors bond permanently at the molecular level, resisting fade, crack, or peel through repeated washing — perfect for everyday wear.
Optimized for Polyester Blends
Sublimation knit works best on polyester and poly-blend fabrics, offering vivid results on performance, athleisure, and technical knitwear styles.
Fast Turnaround on Custom Orders
Digital sublimation eliminates screen setup and color mixing delays. CENWILD produces vibrant custom pieces from 100 pieces with shorter lead times.
Eco-Friendly Printing Process
Sublimation uses water-based inks with minimal waste, no plastisol, and reduced environmental impact compared to traditional screen or heat-transfer printing.
Related Printing Techniques & CENWILD Capabilities
Compare methods, discover alternatives, and explore how CENWILD applies printing and decoration across our full knitwear range.

Printing on Knitwear
CENWILD offers a full suite of printing methods for custom knitwear including screen print, heat transfer, DTF, and sublimation. Each technique suits different design complexity, fabric weight, and durability needs. Our in-house decoration team guides you to the optimal method for your brand’s aesthetic and production timeline, with MOQ from 100 pieces and 28+ years of finishing expertise.
Get a Quote
Screen Print on Knit
Screen printing delivers bold, opaque graphics on sweaters and cardigans with excellent wash durability and cost efficiency for larger runs. Ideal for solid logos, text, and simple multi-color designs on cotton, acrylic, and blended knits. CENWILD’s Dongguan facility runs precision screen print stations integrated with our knitting lines, ensuring color consistency and fast turnaround for OEM and private label orders.
Get a Quote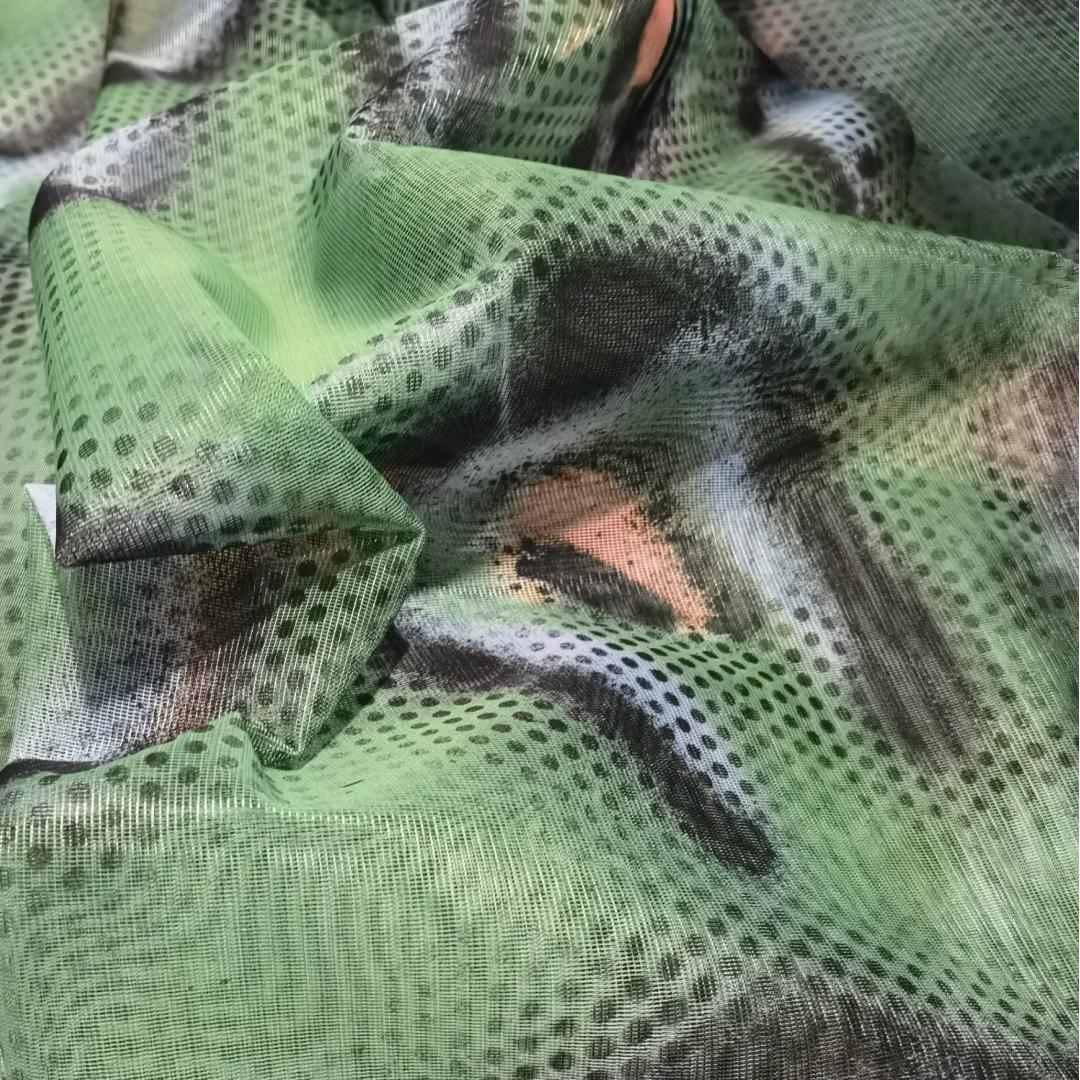
Heat Transfer Print
Heat transfer printing applies vibrant, detailed artwork to finished knitwear using heat and pressure, perfect for photographic images, gradients, and intricate graphics that screen print cannot achieve. Works across wool, cotton, and synthetic sweater fabrics with minimal setup cost. CENWILD supports heat transfer decoration on cardigans, pullovers, and knit sets from 100 pieces, ideal for limited editions and influencer collaborations.
Get a Quote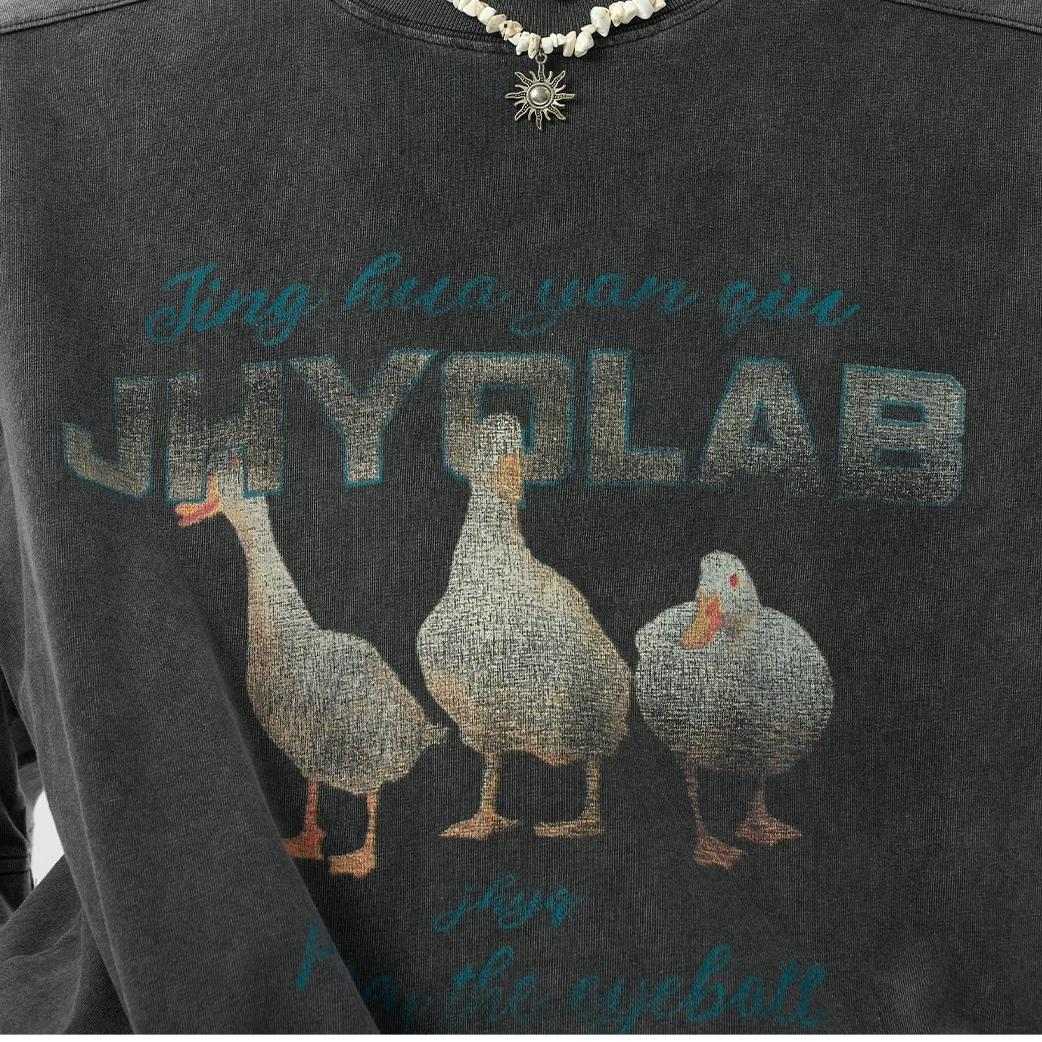
DTF Printing on Knit
Direct-to-film printing bonds full-color, high-resolution designs onto knit surfaces with soft hand feel and stretch compatibility, combining the detail of digital print with the durability of transfer methods. Excellent for complex artwork, small batch custom sweaters, and rapid sampling. CENWILD’s DTF capability serves independent designers and brands launching seasonal capsules with low MOQ and quick knit-down to finished garment turnaround.
Get a Quote
Custom Cardigan
CENWILD manufactures custom cardigans in every gauge, yarn, and silhouette: cropped, oversized, longline, button-front, zip, and open styles. We handle full ODM from concept sketches or tech packs, offering original stitch programming, intarsia, jacquard, cable, and embroidered decoration. Serving fashion brands and retailers across North America, Europe, and beyond with MOQ from 100 pieces and in-house sampling in Dongguan.
Get a Quote
Cardigan Sweater Manufacturer
As a dedicated cardigan sweater manufacturer with 28+ years in Humen, Dongguan, CENWILD runs computerized flat-knitting across 3GG to 14GG gauges and produces over 80,000 pieces monthly. We support OEM, ODM, and private label programs in cashmere, merino, cotton, alpaca, and recycled blends for men, women, and children, with full decoration, finishing, quality control, and export logistics under one roof.
Get a Quote
Wholesale Cardigan Sweaters
CENWILD supplies wholesale cardigan sweaters to retailers, boutiques, and e-commerce brands worldwide with flexible MOQ starting at 100 pieces per style and colorway. Choose from our existing designs or co-develop exclusive styles with our in-house team. Competitive ex-factory pricing, T/T and PayPal payment options, and scalable production capacity make us the reliable manufacturing partner for growing wholesale accounts and multi-channel fashion businesses.
Get a Quote
Sublimation Knit Sweaters
Sublimation knit sweaters feature all-over or panel dye-sublimation printing knitted directly into synthetic or poly-blend yarn, delivering seamless, fade-resistant graphics with no surface layer. Ideal for activewear-inspired knitwear, bold patterns, and designs where print and knit structure must integrate. CENWILD coordinates sublimation yarn sourcing, knit programming, and garment assembly for brands seeking technical differentiation and vibrant, permanent color in their sweater collections.
Get a Quote
Sublimation Knit Cardigans
Sublimation knit cardigans combine the classic cardigan silhouette with integrated dye-sublimation patterns, offering designers limitless color and graphic potential without added weight or texture. Perfect for athleisure lines, statement outerwear, and collaborative capsules. CENWILD’s ODM team translates your artwork into knit-ready files, programs fully-fashioned panels, and assembles finished cardigans with button, zipper, or open-front closures from 100 pieces, backed by Dongguan craftsmanship and global export experience.
Get a QuoteCENWILD's Sublimation Knit Expertise
Since 1998, CENWILD has specialized in custom knitwear manufacturing from our Dongguan facility, and over the past decade we’ve invested heavily in sublimation knit capabilities. We’ve built deep partnerships with polyester-blend yarn suppliers and sublimation ink specialists, ensuring every vibrant, full-color design transfers flawlessly onto knitted fabric.
Our dedicated sublimation knit production line combines computerized flat-knitting machines across multiple gauges with advanced heat-press equipment calibrated for consistent color saturation and durability. From tech packs to finished garments, our in-house team handles yarn sourcing, knit programming, sublimation printing, quality control, and export logistics under one roof.
Today CENWILD ships sublimation knit sweaters, cardigans, and custom knitwear to fashion brands, retailers, and designers across North America, Europe, Australia, and beyond — with flexible MOQ starting from just 100 pieces and over 28 years of manufacturing experience backing every order.

Sublimation Knit Production Essentials
Polyester Content & Fiber Blends
Sublimation knit requires high polyester content to bond dye molecules permanently. CENWILD sources 100% polyester, poly-spandex, and poly-cotton blends engineered for optimal ink uptake, stretch recovery, and hand feel across all garment weights and gauges.
- Minimum 65% polyester for vivid color transfer and permanence
- Poly-spandex blends (5–15% elastane) for athletic and fashion-fit knitwear
- Pre-tested yarn lots to ensure consistent dye sublimation across production runs
- Custom gauge selection from 3GG to 14GG for texture and drape control

Precision Heat-Press Calibration
Precision heat-press calibration transforms sublimation ink from solid to gas, embedding color deep into polyester fibers. Our technicians dial in exact temperature, pressure, and timing for each knit weight, ensuring edge-to-edge vibrancy without scorching or incomplete transfer.
- Temperature range 375–400°F (190–205°C) calibrated per fabric weight
- Dwell time 45–75 seconds optimized for knit structure and design complexity
- Even-pressure presses eliminate hot spots and ensure uniform ink penetration
- Real-time monitoring and adjustment across every production batch

Color Fastness & Wash Durability
Sublimation knit graphics resist fading, cracking, and peeling because the dye becomes part of the fiber itself. CENWILD validates every production against ISO and AATCC standards for colorfastness to washing, light, perspiration, and crocking before shipment.
- ISO 105-C06 wash fastness grade 4–5 after 50+ industrial wash cycles
- AATCC 16 lightfastness grade 4+ for long-term UV and daylight exposure
- No surface coating means breathability and hand feel remain unchanged
- Full test reports available with every order for brand compliance documentation

Pre-Treatment & Finishing Processes
Fabric pre-treatment removes sizing, oils, and contaminants that block ink adhesion. Post-sublimation, CENWILD applies softening, anti-pilling, and optional garment-dye finishes to elevate comfort, durability, and brand-level presentation in every piece.
- Hot-water scour and enzymatic pre-wash for maximum ink receptivity
- Anti-pilling enzyme treatment extends garment lifespan and appearance
- Silicone or bio-softener finishing for luxurious hand and drape
- Optional garment-dye overlay for tone-on-tone effects or color depth
Sublimation Knit vs. Screen Print on Knitwear
Understanding the key differences between sublimation knit and screen printing helps you choose the right decoration method for your custom sweater project.
← 左右滑动查看 →
Sublimation Knit Production Workflow
Six controlled phases ensure vibrant, durable full-color prints on every custom knitwear piece from our Dongguan facility.
Submit Design Files & Specifications
Your artwork is color-matched and pre-flighted. We knit or source fabric panels, pre-treat if needed, and verify base fabric compatibility for optimal ink saturation.
Sublimation Printing
Full-color designs are printed onto transfer paper using disperse dye inks. Our in-house team calibrates each run for accurate color reproduction and registration.
Heat-Press Transfer & Curing
Printed transfers are heat-pressed onto knit panels under controlled temperature, pressure, and dwell time. Ink sublimates into fibers, locking in vivid, wash-fast color.
Quality & Color Matching
Each panel is inspected against approved lab dips and Pantone references. We verify ink penetration, edge clarity, and absence of ghosting or bleed.
Linking, Assembly & Finishing
Printed panels are linked, sewn, and finished with garment washing, softening, or anti-pilling treatments. Trims, labels, and accessories are attached per your spec.
Final Inspection & Packaging
Completed sublimation knit sweaters pass AQL inspection, are steam-pressed, folded or hung, poly-bagged, and carton-packed for export shipment to your warehouse.
How to Order Custom Sublimation Knit Knitwear
CENWILD makes commissioning vibrant, full-color sublimation knit sweaters straightforward—from your first design file to finished production in as few as 100 pieces.
Submit Your Design Files
Send vector artwork or high-resolution raster files (300 dpi minimum) with Pantone or CMYK color specifications. Our design team reviews format compatibility and advises on color vibrancy.
Approve Knit-Down Samples
CENWILD produces physical sublimation knit samples showing true color transfer, fabric hand-feel, and print durability. Revisions are guided by our in-house technicians before bulk commitment.
Confirm Order and Payment
Lock your quantity from our 100-piece low MOQ. First orders require full deposit; returning partners enjoy flexible terms down to thirty percent, with balance due before shipment.
Track Production and QC
Your sublimation knit order enters our Dongguan facility’s monthly capacity of over eighty thousand pieces. Real-time updates and rigorous quality control ensure on-time, defect-free delivery.
Customer Success Stories: Sublimation Knit Projects
CENWILD delivered 500 sublimation knit sweaters with photorealistic gradients that matched our Pantone references at 98% accuracy. The colors stayed vibrant even after 15 commercial washes — exactly what our activewear line needed.
We needed intricate all-over galaxy prints on 300 pullovers with a 4-week turnaround. CENWILD’s sublimation knit process captured every detail perfectly and shipped 3 days early. Our influencer launch was flawless.
Switching to sublimation knit let us produce 12 colorways from one base design without extra setup fees. CENWILD handled 1,200 pieces across the variants, cut our sampling costs by 60%, and delivered on schedule.
Sublimation Knit FAQ
What fabrics work best for sublimation knit?
What is the minimum order quantity for sublimation knit sweaters?
How many colors can I use in a sublimation knit design?
Can I combine sublimation knit with embroidery or patches?
What file format and resolution do you need for sublimation knit artwork?
How long does sublimation knit production take?
How durable is sublimation knit after washing?
What is the cost for a sublimation knit sample?
The Complete Buyer’s Guide to Sublimation Knit for Custom Apparel
Navigate the world of sublimation knit with confidence. This guide delivers a proven decision framework, essential supplier criteria, technical specifications, and the most common sourcing mistakes to avoid when ordering custom knitwear.
1. What Is Sublimation Knit?
Sublimation knit is a textile decoration process that combines knitted fabric construction—typically polyester or polyester-blend—with dye-sublimation printing to embed full-color, photographic-quality graphics directly into the fiber. Under heat (typically 375–400°F) and pressure, solid sublimation dyes vaporize and chemically bond with polyester molecules, becoming part of the fabric rather than sitting on the surface.
This molecular bonding distinguishes sublimation knit from screen printing, which layers ink on top of fabric, and direct-to-garment (DTG), which injects water-based ink into surface fibers. Because the dye is inside the yarn, sublimation knit graphics never crack, peel, or fade through washing, and they add zero hand-feel or weight to the garment.
Fashion brands choose sublimation knit when they need unlimited color gradients, all-over patterns, or photo-realistic detail that screen printing cannot economically replicate—especially for activewear, custom team apparel, and statement knitwear where design complexity drives differentiation. Minimum fabric content of 65% polyester is required for vivid results.
2. Evolution and History of Sublimation Knit Technology
Dye-sublimation printing was commercialized in the 1970s for industrial textile applications, initially transferring designs onto rigid surfaces and later adapted for polyester fabrics. Early systems relied on analog heat presses and required pre-printed transfer paper, limiting color fidelity and production speed. By the late 1990s, digital piezoelectric print heads enabled direct-to-transfer workflows with Pantone-level accuracy, unlocking full-color photographic prints on performance polyester blends.
Sportswear brands adopted sublimation knit in the early 2000s, printing all-over graphics onto cut-and-sew panels for jerseys and activewear. The shift to seamless knit sublimation arrived around 2010, when computerized flat-knitting machines integrated with sublimation workflows allowed manufacturers to knit shaped garment panels and sublimate them before linking, eliminating side seams and reducing waste. This convergence turned sublimation knit from a niche decoration method into a scalable, repeatable solution for custom fashion knitwear.
Today, manufacturers like CENWILD combine 3GG–14GG gauge knitting with heat-transfer and sublimation printing to deliver all-over-print sweaters, knit dresses, and seasonal pieces from MOQs as low as 100 pieces, supported by digital sampling and knit-down prototyping.
3. Types of Sublimation Knit Fabrics
Sublimation knit fabrics vary widely in structure, weight, and surface texture, each delivering distinct print clarity and stretch characteristics. Choosing the right knit construction ensures vibrant color transfer and the hand feel your brand requires.
Jersey Knit

Single jersey is the most common sublimation base, knitted in a plain 1×1 loop structure with a smooth face and purl reverse. Typical weight ranges from 140–200 GSM, offering excellent drape and four-way stretch. The flat surface maximizes print clarity and color vibrancy, making jersey ideal for custom T-shirts, tank tops, and lightweight fashion sweaters.
Interlock Knit

Interlock uses a double-knit construction with identical smooth surfaces on both sides, yielding 180–240 GSM fabrics that resist curling and provide moderate stretch. The tighter structure delivers sharper sublimation detail and deeper color saturation than jersey. Interlock suits polos, activewear tops, and knit dresses where stability and premium hand feel matter.
Piqué Knit

Piqué features a raised textured pattern—typically a honeycomb or birdseye weave—at 180–220 GSM, adding dimension and breathability. The textured surface scatters light slightly, reducing print sharpness compared to jersey but offering a classic polo aesthetic. Piqué is the go-to choice for custom polo shirts and casual sportswear where texture and moisture wicking are priorities.
Rib Knit

Rib knit alternates knit and purl columns (1×1, 2×2, or wider ribs) to create vertical ridges with exceptional horizontal stretch and recovery. Weight ranges from 200–280 GSM. The ribbed surface can fragment full-coverage prints, so rib works best for accent panels, cuffs, collars, and knit sets where stretch and texture define the design.
4. Materials and Fiber Choices for Sublimation Knit
Successful sublimation knit depends on fiber chemistry: only polyester molecules bond permanently with sublimation dye vapor. CENWILD’s 28 years of yarn sourcing and knit programming across 3GG–14GG gauges ensure the right synthetic base for every brand’s performance, aesthetic, and sustainability goals.
| Fiber Type | Sublimation Compatibility (%) | Typical GSM Range | Best Use Cases |
|---|---|---|---|
| 100% Polyester | 100 | 180–280 | Sportswear, uniforms, all-over print |
| Poly-Blend (65–85%) | 65–85 | 200–260 | Athleisure, casual knitwear |
| Recycled PET (rPET) | 100 | 190–270 | Sustainable collections, activewear |
100% Polyester Knits

Pure polyester delivers maximum color vibrancy and wash permanence — dye sublimes directly into the fiber structure with zero surface fade. Typical GSM ranges from 180 to 280 for apparel knits.
Ideal for sportswear, team uniforms, and all-over-print fashion pieces where brilliant, photographic reproduction is non-negotiable.
Polyester-Blend Knits (65–85% Poly)

Blending 15–35% cotton, rayon, or spandex improves breathability and hand-feel while maintaining sublimation compatibility above 65% polyester. Print intensity softens slightly but remains wash-fast through 50+ cycles.
Popular for athleisure, casual pullovers, and brands prioritizing comfort alongside custom graphics.
Recycled and Specialty Synthetics

Recycled PET (rPET) from post-consumer bottles and moisture-wicking technical yarns accept sublimation identically to virgin polyester, meeting eco-conscious brand positioning without sacrificing print quality. CENWILD sources certified recycled and organic blends for private-label collections.
Best for sustainable capsules, activewear, and brands with GRS or OEKO-TEX requirements.
5. Customization and Decoration Options Beyond Sublimation Knit
Sublimation knit delivers all-over color, but layering additional decoration techniques elevates brand identity and product value. CENWILD combines sublimation with embroidery, heat-transfer, silicone printing, reflective prints, and 3D puff to create premium knitwear that stands out at retail.
Embroidery on Sublimation Knit
Flat, 3D puff, chain-stitch, appliqué, sequin, and patch embroidery overlay sublimated fabrics without color bleed. Embroidered logos on chest or sleeve add tactile luxury and survive 50+ industrial washes.
MOQ typically remains 100 pieces per colorway; embroidery adds $1.50–$4.00 per garment depending on stitch count. Combine sublimated body graphics with a tonal embroidered wordmark for maximum impact.
Heat-Transfer Vinyl and DTF Printing

Heat-transfer vinyl and direct-to-film (DTF) printing apply opaque graphics over any sublimation base. Ideal for small logos, numbers, or metallic accents where embroidery is too heavy.
DTF transfers cost $0.80–$2.50 per placement and require no screen setup, making them cost-effective for runs under 500 pieces.
Silicone and Reflective Printing

Silicone screen printing creates raised, rubberized logos that flex with knit fabrics. Reflective prints use glass-bead or micro-prismatic inks for high-visibility sportswear and streetwear.
Both methods add $1.00–$3.00 per print and work best on flat knit zones (chest, back) rather than ribbed cuffs.
3D Puff Embroidery

3D puff embroidery injects foam under stitching for bold, raised logos up to 5 mm high. Popular on caps and hoodies, it pairs with sublimation knit sweaters for streetwear collections.
Minimum 100 pieces; cost premium is $2.00–$5.00 per logo depending on size and foam density.
6. Key Quality Indicators in Sublimation Knit Production
Quality control in sublimation knit begins before the first transfer is pressed. Buyers who verify specific checkpoints at sampling and pre-production catch defects early and avoid costly chargebacks or customer returns.
Color Accuracy and Pantone Matching

Sublimation dye migrates into polyester fibers, so final color depends on fabric base shade, transfer temperature, and dwell time. Request Pantone TCX references and a physical lab-dip swatch before bulk production.
AATCC Evaluation Procedure 9 (visual assessment under D65 illumination) is the industry standard for apparel color approval. Factories with spectrophotometers can measure Delta E; a ΔE ≤ 2.0 is considered a commercial match.
Print Resolution and Edge Definition

Sublimation prints should render at 150–300 DPI on knit fabric. Inspect fine lines, gradients, and small text under magnification; any banding or pixelation indicates incorrect artwork resolution or worn print heads.
Request a strike-off on the exact base fabric and weight specified in your tech pack. Edge sharpness degrades if paper release or pressure settings are inconsistent.
Fabric Hand, Drape, and Stitch Consistency

Gauge uniformity (stitches per inch) and yarn tension directly affect garment drape and recovery. Run your hand across panels; any slubs, skipped stitches, or ladder runs signal poor machine calibration.
Request stitch density reports (wales × courses per square inch) and compare swatches from different production lots. ISO 8388 covers dimensional stability after washing.
Colorfastness: Wash and Light Resistance
Sublimation on polyester typically scores Grade 4–5 on AATCC Test Method 61 (colorfastness to laundering). Request certified lab reports for both wash (AATCC 61 or ISO 105-C06) and light (AATCC 16 or ISO 105-B02).
Grade 3 or below means visible fading within 10–20 home washes. Insist on pre-production testing if your brand targets activewear or outdoor markets.
7. How to Choose a Sublimation Knit Manufacturer
Selecting a sublimation knit partner demands scrutiny across capacity, technology, compliance, and communication. A manufacturer’s ability to deliver consistent quality at your scale — whether 100 pieces or 10,000 — separates a strategic partner from a transactional vendor.
Production Capacity and MOQ Flexibility
Verify monthly output and machine count; a factory running 50+ computerized flat-knit machines typically handles 50,000–100,000 pieces per month. MOQ starting at 100–200 pieces per style signals willingness to grow with emerging brands, while 1,000+ minimums favor established labels.
Ask whether knitting, linking, and finishing occur in-house or through subcontractors — vertical integration shortens lead times and tightens quality control.
Digital Printing Technology and Equipment
Confirm the brand and resolution of sublimation printers; industrial heads from Epson or Mimaki at 1440 dpi or higher ensure photographic detail. Request fabric samples showing gradient smoothness and edge sharpness.
In-house printing avoids third-party delays and protects design confidentiality, critical for limited-edition drops.
Certifications and Compliance
OEKO-TEX Standard 100 certifies that inks and base fabrics meet human-ecology limits for restricted substances. GOTS or GRS certification is essential when marketing recycled or organic polyester blends.
Request certificate numbers and verify scope on issuing bodies’ databases.
Sampling Speed and Communication
Knit-down samples in 7–14 days indicate efficient prototyping; vague timelines or no-sample policies are red flags. Transparent pricing breakdowns, responsive design support, and multi-channel contact (email, WhatsApp, WeChat) mark reliable partners.
Green flags include tech-pack assistance, 3D knit programming, and flexible payment terms that ease as trust builds.
8. Common Mistakes When Sourcing Sublimation Knit
Even experienced buyers stumble when combining knit construction with sublimation printing. The most common errors center on artwork resolution, fiber selection, fabric weight matching, sample validation, and lead-time planning.
Submitting Low-Resolution Artwork

Sublimation prints at 300 DPI minimum; files below 150 DPI produce blurry, pixelated graphics. Vector formats (AI, EPS, PDF) scale infinitely, while JPEGs and PNGs must be sized at final garment dimensions.
Always supply artwork at 300 DPI or higher, converted to CMYK color space, and confirm Pantone-to-CMYK mapping with your manufacturer before sampling.
Choosing Cotton-Rich Blends

Sublimation dye bonds only to polyester; cotton fibers remain unprinted, yielding washed-out colors. Blends below 65% polyester show poor vibrancy and fade quickly.
Specify fabrics with ≥85% polyester content for full-color saturation. CENWILD recommends 100% polyester interlock or piqué for activewear and performance knits.
Ignoring Fabric Weight for End Use
A 280 GSM fleece is too heavy for summer athleisure; a 160 GSM single jersey is too light for winter outerwear. Mismatched weight compromises comfort and durability.
Match GSM to application: 140–180 for activewear, 200–240 for casual wear, 260+ for outerwear. Request fabric swatches to verify hand-feel before production.
Skipping Pre-Production Samples
Approving production from digital mockups alone hides color shifts, sizing errors, and print placement issues. A single sample costs far less than rejecting 500 finished pieces.
Order knit-down samples with full sublimation printing in all colorways. CENWILD’s 100-piece MOQ allows brands to validate fit, print quality, and wash performance before scaling.
Underestimating Lead Times
Custom knit plus sublimation adds 2–3 weeks versus cut-and-sew blanks. Rushing compresses QC windows and raises costs.
Plan 6–8 weeks from sample approval to shipment: 1 week knit-down sampling, 3–4 weeks bulk knitting, 1 week sublimation and finishing, 1 week QC and packing.
9. Steps to Launch Your Sublimation Knit Brand
Launching a sublimation knit collection requires coordinated milestones from artwork to warehouse. CENWILD’s 28-year workflow breaks the process into six checkpoints, each with defined deliverables and timelines that keep first-time buyers on schedule and budget.
Concept and Artwork Preparation
Submit vector files (AI, EPS) or high-resolution raster artwork (≥300 dpi PNG) with embedded color profiles — sRGB for digital review, CMYK for production. CENWILD’s design team converts artwork to sublimation-ready separations, adjusting for knit stretch and seam placement.
Provide Pantone references or approved swatches; dye-sublimation achieves closest matches on polyester-dominant blends (≥65%). Expect a digital mock-up within 2–3 business days for approval before knit-down sampling begins.
Fabric and Trim Selection
Choose base fabric gauge (7GG–12GG typical for sublimation knit), yarn blend (polyester-cotton, polyester-viscose), and weight (180–280 GSM). CENWILD supplies yarn swatches and technical data sheets showing wash fastness, pilling grade, and stretch recovery.
Select trims — YKK zippers, woven labels, hang tags, poly-bags — during this phase. Consolidated sourcing from one manufacturer reduces lead time by 5–7 days and simplifies quality control across all components.
Sample Approval Cycle
Knit-down samples ship within 7–14 days. First samples verify fit, fabric hand, and sublimation color accuracy under daylight and indoor lighting. Request up to two revision rounds for pattern adjustments, color correction, or trim changes.
Approve a pre-production ‘golden sample’ that locks all specifications — stitch density, print registration, finishing treatments. This sample becomes the benchmark for bulk quality inspection and dispute resolution.
Production Timeline Planning
Bulk production runs 30–45 days from deposit and golden-sample sign-off. CENWILD’s 80,000-piece monthly capacity accommodates orders from 100 pieces (MOQ) to multi-thousand runs without re-tooling delays.
Schedule milestone check-ins: 30% completion (yarn dyed and knit), 70% (sublimation printed and assembled), 100% (finishing and packing). Real-time progress photos and inline inspections ensure transparency at every stage.
Quality Inspection and Approval
AQL 2.5 inspection covers measurements (±2 cm tolerance), print sharpness, colorfastness (ISO 105), seam strength, and trim attachment. CENWILD photographs random samples from each colorway and size run for remote approval.
Third-party inspections (SGS, Bureau Veritas) can be arranged at buyer’s cost. Final sign-off triggers balance payment and shipment preparation; any defects above AQL threshold are reworked or replaced before dispatch.
Logistics and Delivery
Choose FOB Shenzhen/Guangzhou (buyer arranges freight) or DDP (CENWILD delivers to your warehouse). Express courier (DHL, FedEx) takes 5–7 days; sea freight 25–35 days to North America, 30–40 to Europe.
CENWILD provides commercial invoice, packing list, and Certificate of Origin. Goods are carton-packed with poly-bag inner protection; custom packaging (branded boxes, individual tags) available for an additional fee and 3–5 day lead time.
10. Pricing and Cost Breakdown for Sublimation Knit
Sublimation knit pricing breaks down into fabric ($3–$8 per meter for 180–280 GSM polyester or poly-blend jersey), sublimation printing setup ($50–$150 per design for digital file preparation and color profiling), and per-piece print cost ($0.80–$2.50 depending on coverage and complexity). Cutting, sewing, and finishing labor adds $4–$9 per garment, while trims—woven labels, care tags, hang tags, poly bags—run $0.30–$1.20 per unit.
MOQ tiers directly impact unit economics: at 100 pieces setup costs are amortized over fewer units, pushing the per-piece price higher; at 500 pieces economies of scale reduce both fabric waste and labor overhead; at 1,000+ pieces mills offer better yarn rates and CENWILD’s 80,000-piece monthly capacity ensures priority scheduling. Lead time compresses as order volume rises because larger runs justify dedicated machine allocation and streamlined QC batching.
| Quantity Tier | Est. Unit Price (USD) | Setup Cost | Lead Time |
|---|---|---|---|
| 100 pcs | $18–$28 | $150–$300 | 25–30 days |
| 500 pcs | $14–$22 | $150–$300 | 20–25 days |
| 1,000 pcs | $11–$18 | $100–$200 | 18–22 days |
| 2,500+ pcs | $9–$15 | $50–$150 | 15–20 days |
Ready to Launch Your Sublimation Knit Project?
From 100 pieces, fast knit-down samples, and 28+ years of expertise — CENWILD turns your artwork into vibrant custom knitwear.